无论您是初次接触还是已经熟悉,我们的【徐汇】 本地 数控等离子切割机 国产光纤激光切割机价格可接急单产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【徐汇】 本地 数控等离子切割机 国产光纤激光切割机价格可接急单的图文介绍


数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。



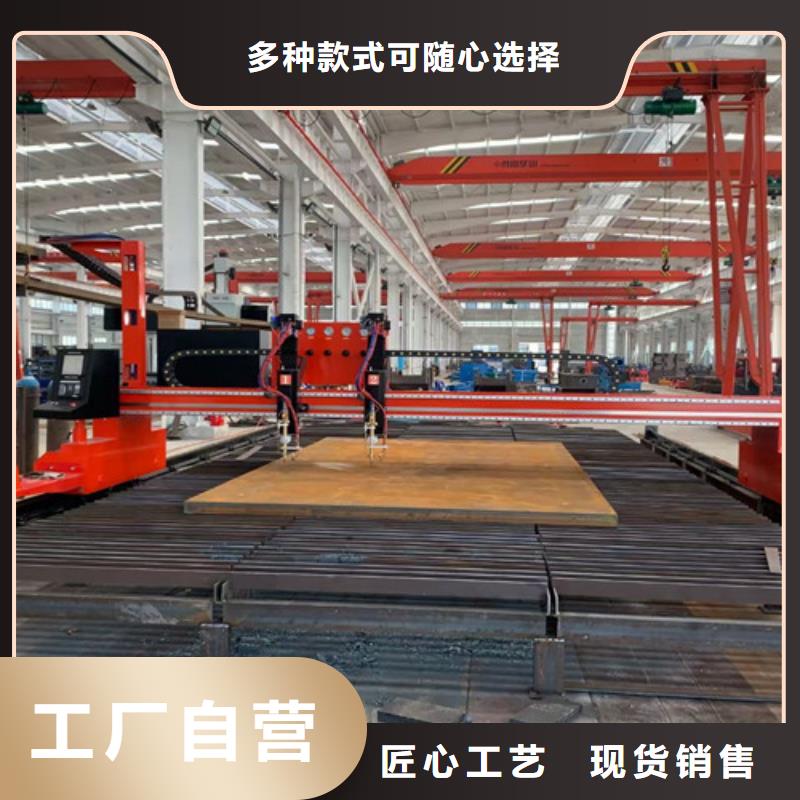
等离子切割技术是以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高气流将已熔化的金属吹走、形成狭窄切缝。在传统的数控等离子切割机加工方式上,有70%以上的用户所接触和了解的都仅仅只是空气等离子切割工艺,当然,这也是由于空气等离子切割所具有的成本优势使得国内大多数用户企业难以接触更为优秀的等离子切割技术。以嘉倍德科技迅锋系列数控等离子切割机为代表的品牌设备制造商来看,数控等离子切割机在技术方面是集等离子切割技术、逆变电源技术、数控技术于一体建立在计算机控制、等离子弧特性研究、电力电子等学科共同进步基础之上的机械设备。等离子切割加工技术应用目前已在相关行业中得到广泛普及,从切割原理来说,不同类型的等离子切割机设备之间并无太大区别,之所以导致出现切割加工质量的差异,一方面取决于不同种类等离子切割机设备自身的质量及运行精度,另一方面则表现在选购的等离子切割机电源。以数控等离子切割机为例,在使用过程中因所选用的电源不同,其切割效果有普通与精细之分,加上设计结构的不同,综合反映在切割质量区别相对明显,这里武汉嘉倍德科技将为大家简要比较一下两类等离子切割机设备的区别。1. 类激光精细数控等离子切割机精细等离子弧电流密度很高,通常是普通等离子弧电流密度的数倍,由于引进了诸如旋转磁场等技术,其电弧的稳定性也得以提高,因此,其切割精度相当高。国产的Rapier精细等离子切割表面质量已达激光切割的下限,成本远低于激光切割。精细等离子目前较普通机用等离子价格要高很多,但是比激光切割机还是要便宜,而且精度也是激光切割机的下线,目前进口类代表主要有德国凯尔贝类激光精细等离子电源,美国飞马特精细等离子电源,美国海宝精细等离子电源,美国凯博精细等离子电源,国产类代表Rapier精细等离子切割电源。2. 空气数控等离子切割机根据所使用的主要工作气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割电流一般在100A以下,切割厚度小于30mm。其价格较精细等离子电源价格要便宜,但是切割是的工件坡口度,毛刺和挂渣要多一些,客户购买时要了解自己加长的范围及精度要求,进口类主要代表有美国飞马通机用等离子电源,美国海宝普通机用等离子电源。


华宇诚数控科技有限公司坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 徐汇光纤激光切割机排名、产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 徐汇光纤激光切割机排名、产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。



数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。


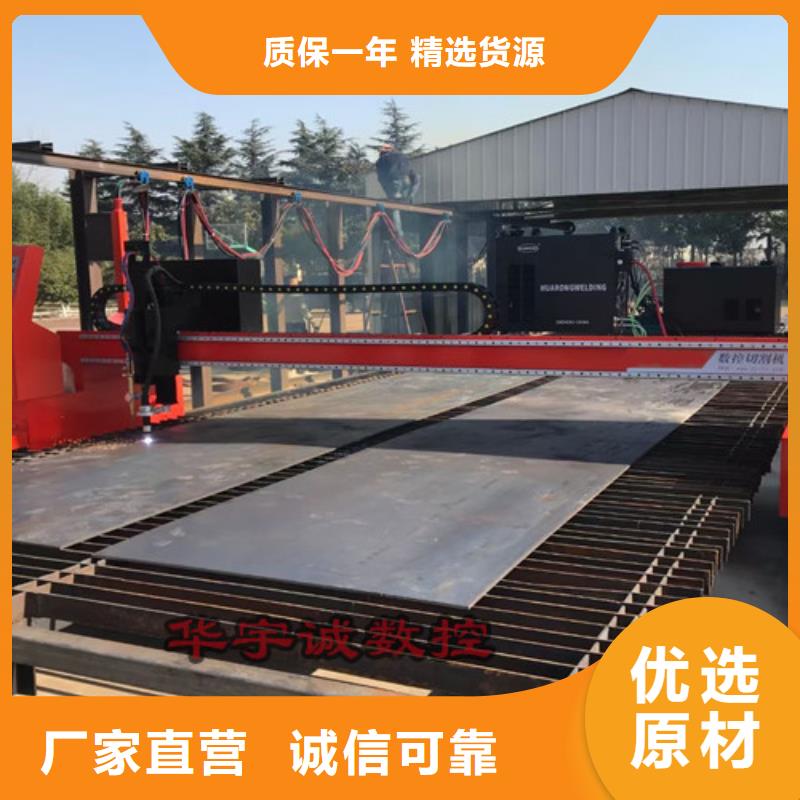
数控等离子切割机在我们的工作当中已经是让我们离不开的设备了,那么数控等离子切割机在国内到底多少钱一台才是合理的价格呢?有的企业说他做的数控等离子切割机质量好能卖多少多少钱,其实都不是他怎么说你就怎么听的,今天慧宁焊割小编就来跟大家分析一下一台数控等离子切割机到底多少钱,又该怎么去评论你自己买到的数控等离子切割机值多少钱 图片一:等离子电源对数控等离子切割机来说,一个好的等离子电源是很重要的,对于等离子电源来说,在一台数控等离子切割机的质量上占有50%质量关系,那么我们有该怎么去衡量一台数控切割机的电源好遇坏呢慧宁焊割认为有以下几点:通常数控切割机设备使用的是机用等离子电源;按起弧方式分类,等离子电源有接触起弧和非接触(按钮)起弧两种。现阶段配数控切割机使用的大多是非接触起弧方式。判断等离子电源属哪种起弧方式,只须看所配的手用割炬上是否有按钮即可。非接触起弧方式的等离子电源电流一般大于100A,即机用等离子电源电流一般大于100A,它重要的一个特点是大于100A电流的电源辐射较大,对操作人员的灼伤比较大。,我们还需要按照待切割板材厚度选择等离子电源电流大小,不同功率的等离子切割电源价格也不一样,功率越大耗电量及价格就越高,这是从成本方面考虑。二:数控等离子切割机的机械部件:对于数控等离子切割机的机械部件对一台数控等离子切割机也是相当重要的,机械部件做不好其他的做得再好也是没有用的,以下是慧宁焊割对数控等离子切割机的机械部件介绍 关注 号:慧宁焊割 更多精彩资讯等着你!机械传动部分的行走精度,有的是丝杆传动,有的是塑料齿条传动; 等离子切割是利用等离子弧贯穿材料面达到切割效果,考虑到等离子弧的形状及材料贯穿步骤,等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍微倾斜,上部边缘一般呈方形,但有时稍呈圆形。?这里可能会导致的问题是切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,紧靠熔化层下两切割面的距离出现异常。 切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。切割设备:割枪的喷嘴孔径很重要,一般切割薄板用1.0的孔就可以了。切割气压,在引弧可靠的情况下,可以尽量调高。切割电流:在保证切割效率的情况下,适当调小电流,可以减少割缝。 一般来说,使用数控等离子切割机加工,其割缝宽度与切割材料的厚度有一定的关系,但不少企业加工的情况来看,割缝宽度多有超出这个范围进而严重影响了切割质量,以华宇诚多年研发生产经验来看,等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽1.5~2倍,随板厚增加,切口宽度也增加。对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,特别是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接进行焊接,这是大电流等离子弧切割难以得到的。这对薄板不规则曲线下料和切割非规则孔提供了方便。 等离子弧切口表面存在约0.25~3.80mm厚的熔化层,但切口表面化学成分没有改变。如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成分未变,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。因此,用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。通过以上的了解我相信大家都对自己所买到的数控等离子切割机是好还是不好都有一定的认识了,也基本可以判定自己的数控等离子切割机多少钱,在此,慧宁焊割提醒大家,在购买数控等离子切割机时要做好对比,对比加工和质量,看到底什么样的设备才是自己所需要购买的。








 扫一扫
扫一扫